Ⅱ.电解加工
电解加工是利用金属在电解液中可以发生阳极溶解的原理,将工件加工成型。就阳极溶解来说,它与电抛光相似。但电抛光时,阳极和阴极之间距离较大(100mm 左右),电解液在槽中是不流动的,因此,通过的电流密度小, 金属去除率低,不能用来明显地改变阳极(工作)的原有形状。
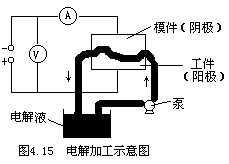
电解加工的装置如图 4.15 所示。电解加工时,工件作为阳极,模件(工具)作为阴极。两极之间保持很小的间隙(0.1~1mm),使高速流动的电解液从中通过以达到输送电解液和及时带走电解产物的作用,使阳极金属能较大量地不断溶解,最后成为与阴极模件工作表面相吻合的形状。
电解加工成型的过程如图 4.16 所示。图中的细直线表示通过阴极与阳极之间的电流,细直线密集处表示电流密度大。阴极与阳极之间距离最近的地方电阻最小,通过的电流密度最大,所以此处溶解得最快。随着溶解的
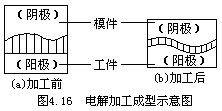
进行,阴极不断地向阳极推进,阴极与阳极之间距离差别逐渐缩小,直到间隙相等,电流密度均匀,此时工件表面形状已与模件工作表面形状吻合。
电解加工过程中,电解液的选择与被加工材料有密切的关系。常用的电解液是 14%~18%NaCl 溶液,适用于大多数黑色金属或合金的电解加工。下面以钢件加工为例,简单表示电解过程中的电极反应:
阳 极 Fe=Fe2++2e- 阴 极 2H++2e-=H2(g)
反应产物 Fe2+与溶液中 OH-结合生成 Fe(OH)2,并可进一步被溶解于电解液中的氧气所氧化而生成 Fe(OH)2。
电解加工的范围广,能加工高硬度金属或合金以及复杂型面的工件。加
工质量较好,节省工具。但这种方法只能加工能电解的金属材料,精密度只能满足一般要求,模件阴极要根据工件需要设计成专门形状。
下一篇:Ⅲ.非金属电镀
